Site Map
Site Map Contact
Contact leave a message
leave a message



 current location:
current location:

▼Product introduction
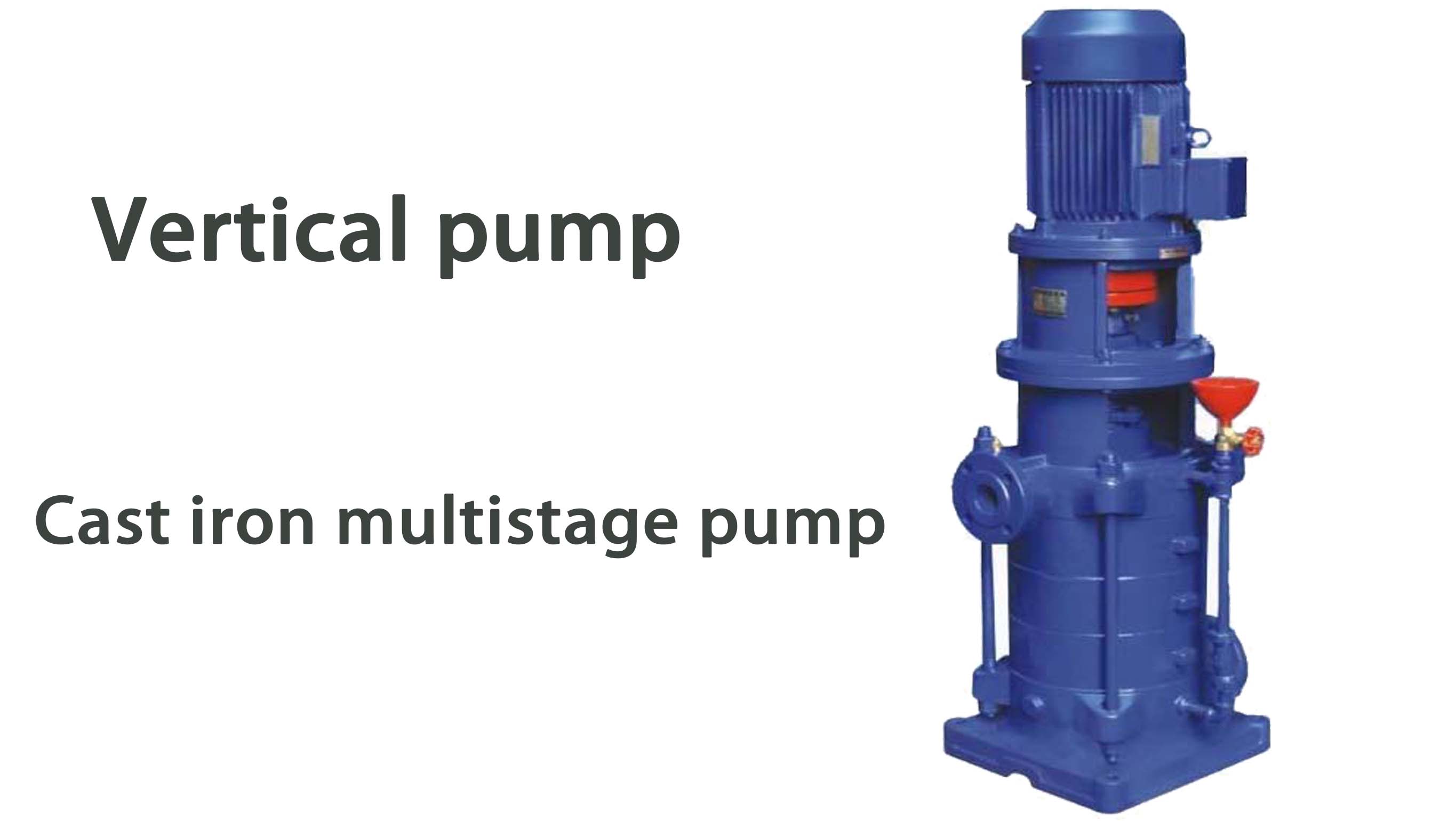
As bombas de água da série DG são bombas de alimentação de caldeiras multiestágio e segmentadas, concebidas especificamente para o transporte de água limpa ou outros líquidos com propriedades físico-químicas semelhantes às da água limpa, desde que não contenham partículas sólidas (abrasivos). São adequadas para sistemas de alimentação de caldeiras de média e baixa pressão e podem também ser utilizadas como bombas centrífugas multicelulares de uso geral para água limpa. O intervalo de temperatura do líquido transportado é de -20 °C a 150 °C.
▼Application environment
Multistage pumps are suitable for applications requiring high head and high pressure, such as high-rise building water supply, boiler feedwater, industrial and mining drainage, and irrigation.
irrigation.
▼Product features and advantages
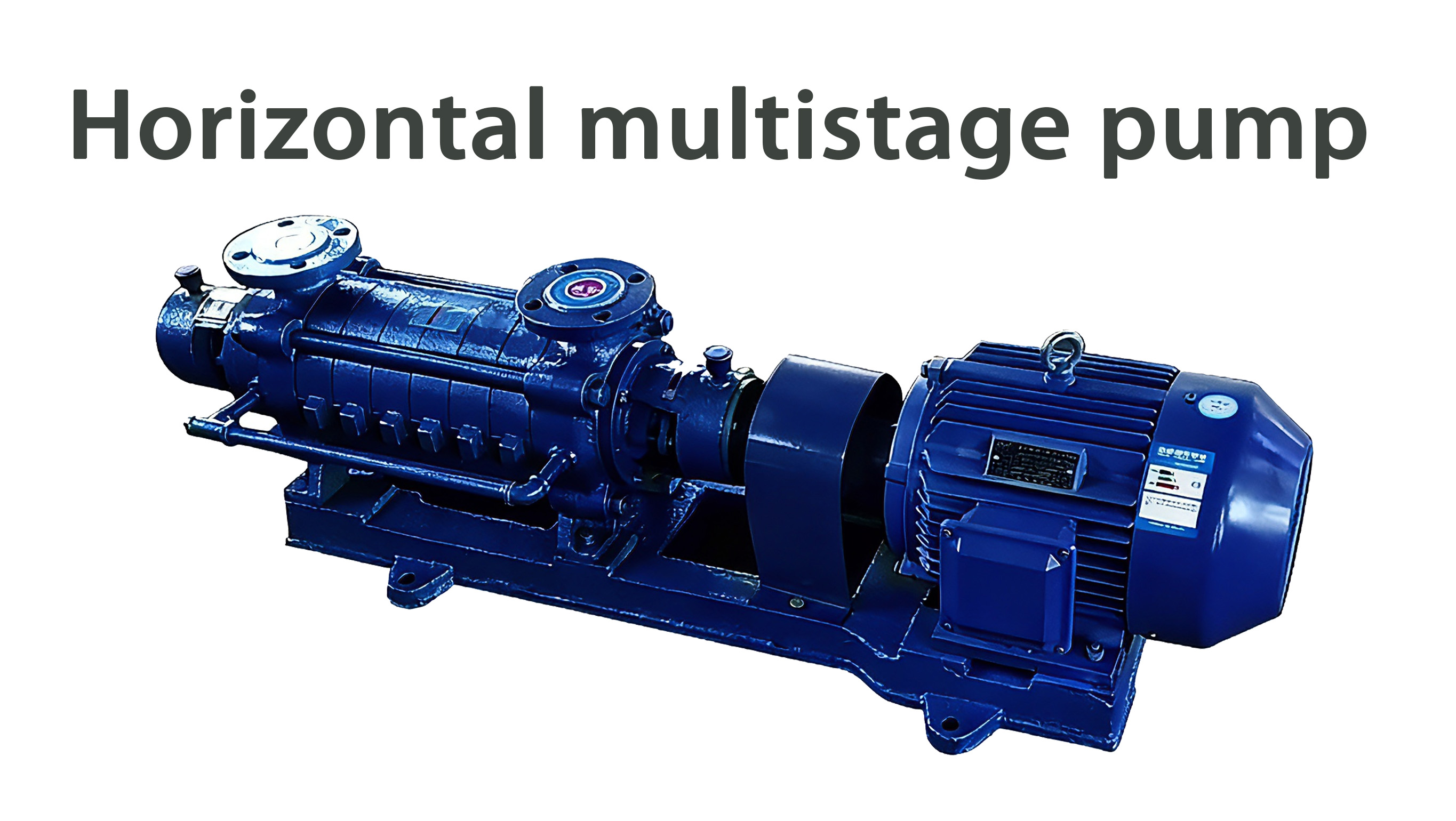
High Head: Through multi-stage impellers connected in series, a single pump can achieve outlet pressures far exceeding those of a single-stage pump.
High Efficiency and Energy Saving: Highly efficient energy conversion between stages results in high overall operating efficiency, contributing to reduced energy consumption.
Compact Structure: For the same flow rate and head, it occupies less space and has a more compact structure than a series single-stage pump.
Smooth Operation: Utilizing a balance disc or drum structure, it effectively balances axial forces, resulting in low vibration and low noise.
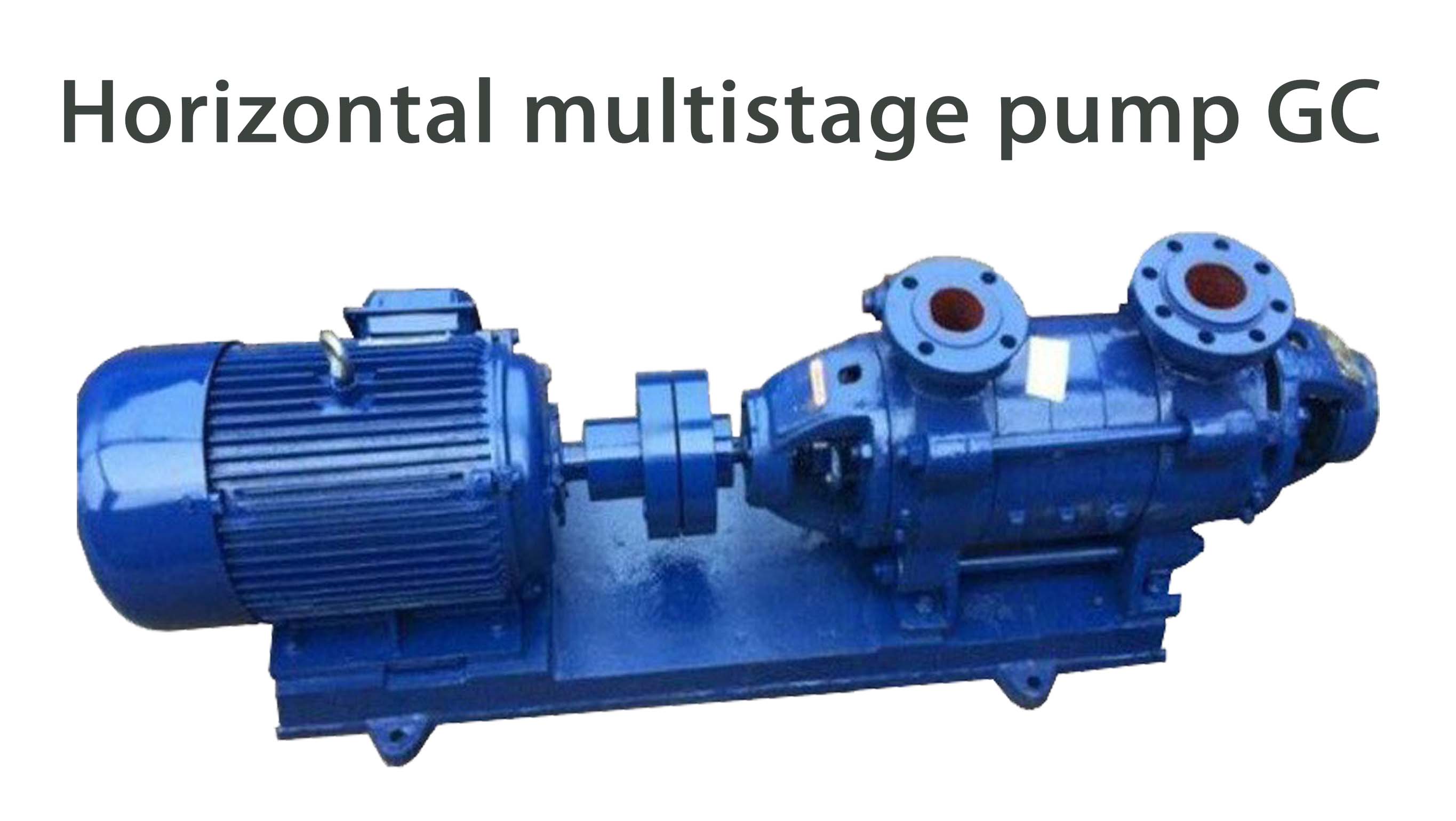
Wide Applications: Particularly suitable for high-pressure water supply, industrial cleaning, boiler water supply, and mine drainage applications.
▼Working principle
A multistage pump connects multiple impellers in series on the same shaft. Liquid passes through each impeller in turn, gaining energy with each stage, resulting in an increase in pressure and velocity. Like a relay race, each stage pushes the liquid's pressure to a new level, ultimately accumulating into a very high outlet pressure, enabling long-distance transport or high-lift water supply. The more stages, the higher the final outlet pressure.
▼Shopping and maintenance suggestions
Selection: Determine the required flow rate, total head, and media characteristics. Based on pressure requirements, determine the number of pump stages, prioritizing high-efficiency and energy-saving models. Consider the wear resistance and corrosion resistance of the materials used for flow-through components, and choose reliable brands.
Maintenance: Regularly monitor vibration and noise, and pay attention to shaft seal leakage. Ensure proper lubrication and never run the pump dry. When the pump is to be shut down for an extended period, drain any accumulated liquid and periodically rotate the pump.
▼Precautions for use
Pre-start Preparation: Before starting, ensure the inlet valve is fully open, the pump body is filled with water and all air is purged, and check lubrication and correct rotation direction.
Operation Monitoring: During operation, closely monitor current, pressure, vibration, and noise. If any abnormal fluctuations are detected, immediately stop the machine and inspect it.
Standard Operation: Dry running and idling are strictly prohibited. When stopping the machine, first close the outlet valve, then disconnect the power supply to avoid water hammer damage to the pump body.
 | Strong capabilities / 20 years dedicated to the research and development of pump technology.
With a 12,000 square meter production workshop, a production team and technical staff of over 100 people, and 68 professional processing equipment, we possess strong capabilities and have earned consistent recognition from customers and the industry. We have established an international standard production management system and strictly adhere to its production standards, achieving an annual pump manufacturing capacity of over 100,000 units. We have obtained ISO9001 quality system certification and CE certification. |
Professional expertise/Continuous innovation, developing new types of pump products.
The company has a dedicated pump research institute specializing in the research and development of new products and technologies, and boasts a team of nearly ten engineers with over 15 years of experience in the pump industry. We innovate and develop products based on customer use cases, continuously improving product efficiency, saving energy, and meeting the requirements of customers in various industries. We provide you with a comprehensive range of high-quality products, a wide range of product applications, and a complete and professional service system. |  |
 | Attentive service/one-on-one service, providing professional technical guidance.
Pre-sales: Professional engineers provide one-on-one service, offering multiple pump product configuration options based on actual site conditions; During sales: Providing guidance on product installation and maintenance methods; After-sales: Providing repair and maintenance services, and guaranteeing the long-term and timely supply of spare parts. |
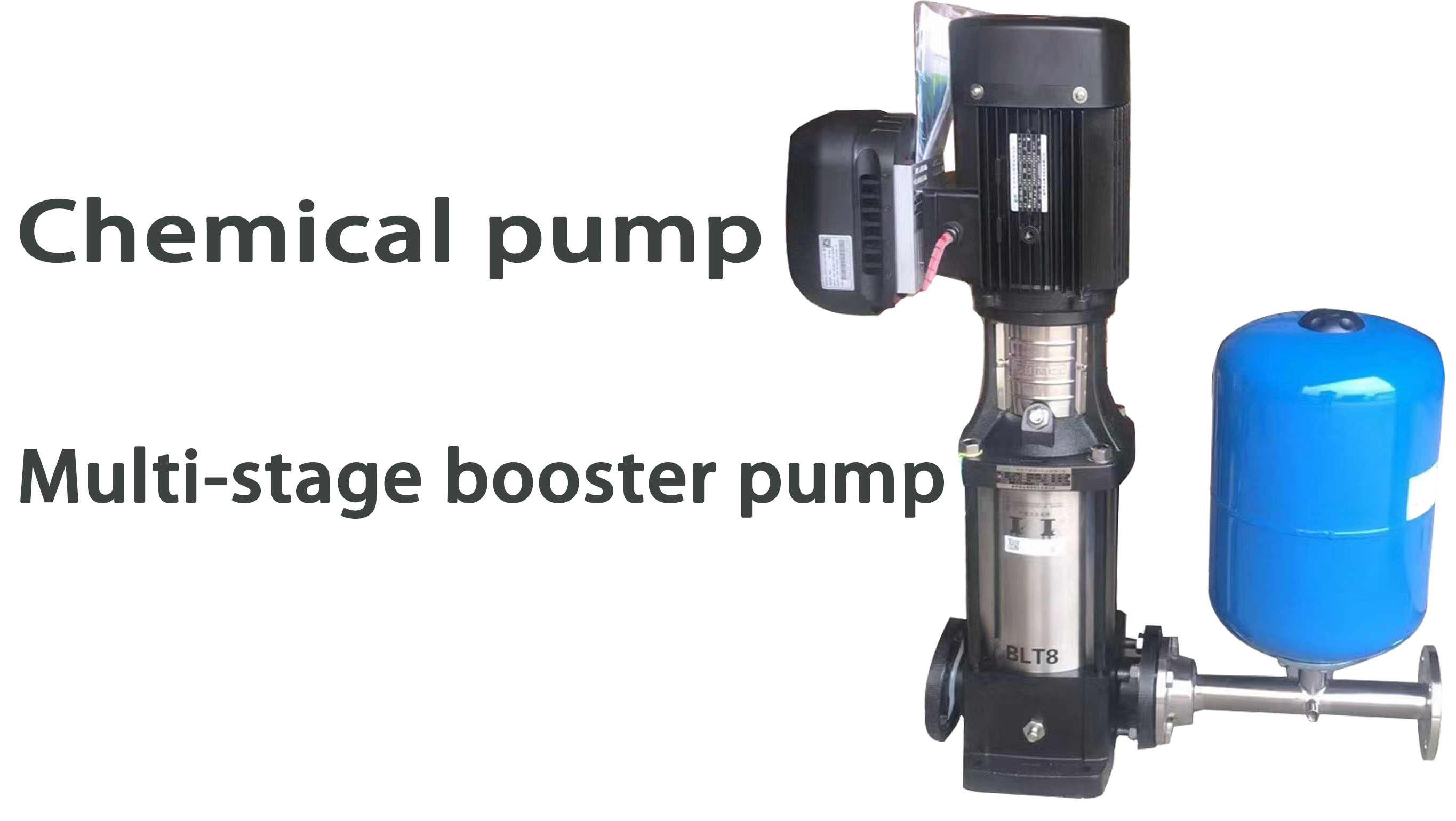
Guangzhou Zhongkai Pump Industry Co., Ltd. is located in Guangzhou, China. The company is a professional manufacturer of pumps, with many years of production history, excellent management experience, stable product quality, a wide variety of products, and complete specifications. Its main products include ten major series and over 600 specifications, and it was among the first to obtain ISO9001 international quality assurance system certification. The company's main products include various centrifugal pumps, slurry pumps, mud pumps, sewage pumps, pipeline pumps, self-priming pumps, diaphragm pumps, electric high-temperature reciprocating pumps, magnetic pumps, chemical pumps, gear pumps, thick slurry pumps, vortex pumps, water supply and drainage equipment, electrical control cabinets, etc. These products are widely used in chemical, pharmaceutical, environmental protection, and other industries, and are highly praised and trusted by a wide range of users. |
|